


The company specializes in providing impeller products for famous European and American air compressor brand manufacturers and domestic wind turbine manufacturers. Committed to the production of stainless steel and aluminum-titanium alloy raw materials for high-speed impellers, as well as impeller blanks and finished products. The company has a history of nearly 30 years. It is located in the Wusong Economic Development Zone of Yangxing, Baoshan District. It covers an area of 15,000 square meters and has professional production equipment and technical production team. The company focuses on high-end advanced manufacturing and continuous innovation and development. The company relies on vacuum refining, electroslag, heat treatment, multi-axis CNC machining and various aspects of inspection and other excellent manufacturing processes and technologies to ensure product quality in all production links from raw materials to finished products, and is in a leading position in the same industry.








Open Impeller For Lone Star Turbo Centrifugal Blowers and Compressors
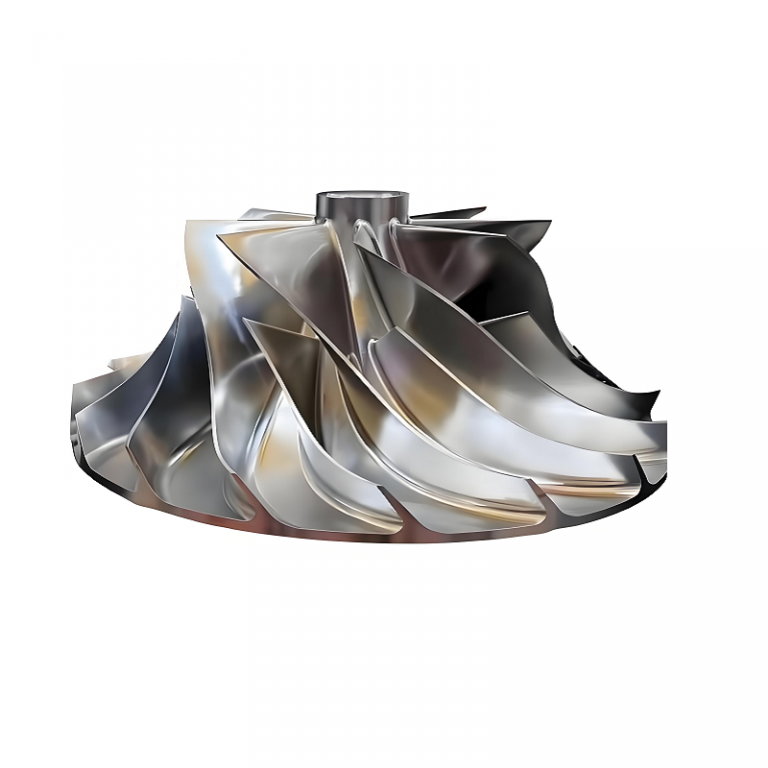
CD Centrifugal Impeller Open Impeller For Lone Star Turbo Centrifugal Blowers and Compressors It’s 2 a.m. and your Lone Star Turbo centrifugal blower just tripped on high vibration. The maintenance crew pulls the rotating assembly and finds the open impeller heavily eroded, with a few blades showing radial cracks near the hub. Now you’re staring at two problems at once: where to source a replacement open impeller that won’t set off another alarm in three months, and what you could have done to catch this before the midnight call. If that scenario feels familiar — whether you’re a procurement manager wrestling with long lead times or a vibration analyst who’s had one too many balancing jobs on aftermarket parts — this deep dive into open impellers for Lone Star Turbo blowers and compressors is written for you. The open impeller isn’t a commodity part on these machines; it’s
What Is Varible Vane Technology Of Centrifugal Open Impeller in Turbo Blower Or Air Compressor?
CD Centrifugal Impeller What Is Varible Vane Technology Of Centrifugal Open Impeller in Turbo Blower Or Air Compressor? If you’re sourcing a turbo blower or managing the overhaul of an air compressor, you’ve almost certainly run into the phrase “variable vane technology.” Attach it to a centrifugal open impeller, and the confusion tends to multiply fast. I’ve had maintenance leads ask me, “Do the blades on the open impeller actually change pitch while it’s spinning?” The short answer is no — and if a sales rep tells you otherwise, you need to dig deeper. The variable vanes aren’t the impeller blades themselves. They’re a separate set of movable guide vanes that work directly with the open impeller to reshape the machine’s performance. Get this right, and it changes how you buy, run, and fix these machines. Get it wrong, and you’ll chase problems that have nothing to do
High-Speed Gearless Turbo Blowers Centrifugal Open Impeller
CD Centrifugal Impeller High-Speed Gearless Turbo Blowers Centrifugal Open Impeller If you’ve been handed the task of sourcing or maintaining high-speed gearless turbo blowers, you quickly discover that the centrifugal open impeller isn’t just a design detail. It’s the component that decides whether your energy projections hold up, whether the maintenance team sleeps through the night, and whether the lifecycle cost stays on the right side of the budget. This isn’t a generic overview. It’s a collection of field notes, inspection habits, and procurement checkpoints that directly affect uptime and spare-parts spending. Why the Open Impeller Dominates Gearless Blower Design Walk into any blower retrofit project today and you’ll hear the same question: “Should we stick with closed impellers?” For high-speed gearless turbo blowers, the answer has tilted heavily toward open centrifugal designs, and the reasons are brutally practical. With shaft speeds regularly crossing 30,000 rpm, a
What is an impeller in compressor?
CD Centrifugal Impeller What Is an Impeller in a Compressor? A practical deep-dive for procurement managers and maintenance teams who live with centrifugal air compressors. It’s 2:18 a.m. when the vibration alarm screams across the plant SCADA screen. The centrifugal air compressor—the one that feeds half the factory—trips to a dead stop. Maintenance cracks open the volute and finds the impeller peppered with erosion pits, a hairline crack near the blade root, and a shaft fit that has fretted hard. Production is bleeding money. Your phone rings: the procurement manager needs a replacement impeller, and he needs it yesterday. Suddenly that curved, shiny aluminum component isn’t just a rotating part. It’s the single point of failure that decides whether the plant breathes or suffocates. Before we chase a purchase order, let’s answer the question sitting at the center of the chaos: what is an impeller in a compressor, and
Open impeller replacement for Clivet centrifugal air compressor
Open impeller replacement for Clivet centrifugal air compressor That call at 3:00 AM never brings good news. It was the plant air supervisor: “The Clivet centrifugal tripped on high vibration again. We pulled the inlet guide vanes — the open impeller’s got blade pitting and a chunk missing on the exducer side.” If you’ve managed a Clivet centrifugal air compressor for any length of time, you know that the open impeller is the heartbeat of the machine. When it fails, plant pressure drops, production stalls, and someone in procurement needs to find the right replacement yesterday — without paying a king’s ransom or waiting four months. This guide is built for that person — and for the maintenance tech who will install the part. No fluffy theory. Just what actually matters when sourcing and replacing an open impeller on a Clivet centrifugal air compressor. What makes the
Centrifugal impeller replacement for Sintec air compressor
Centrifugal impeller replacement for Sintec air compressor If you’ve landed here, chances are your Sintec centrifugal compressor is down, the open impeller has been flagged during a vibration audit or a scheduled teardown, and now the clock is ticking. Maybe you’re in procurement trying to source a replacement that won’t eat up six months of maintenance budget. Maybe you’re the lead tech staring at pitted blades and wondering whether you can risk an aftermarket copy or have to swallow the OEM’s lead time. Both perspectives matter, because getting the wrong open impeller onto a Sintec machine doesn’t just sacrifice efficiency — it can back a whole plant into a corner. I’ve seen it both ways: the rush order that arrived with beautiful surface finish but the wrong back-face clearance, and the perfectly machined impeller that was forgotten to be dynamically balanced to the rotor’s actual service speed. That’s
High accuracy multi-axis machining solution for impellers
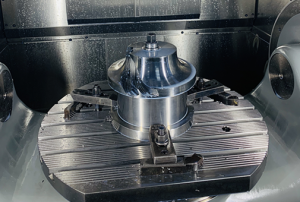
CD Centrifugal Impeller High accuracy multi-axis machining solution for impellers Last year, a maintenance supervisor at a compressed air plant called us with a problem that sounded all too familiar. Their new set of open centrifugal impellers had been running for less than three weeks before vibration alarms forced an unplanned shutdown. The delivery came with a glossy CMM report — every dimension comfortably within the ±0.05 mm band on the drawing. Yet two impellers were already scrap, and the rest needed rebalancing. “What are we missing?” he asked. The answer, as we dug in, was hidden in the margins between “in tolerance” and “airworthy.” For open impellers on high-speed air compressors, a conventional multi-axis machining approach that only chases blueprint numbers routinely leaves behind uneven blade mass, inconsistent surface integrity, and awkward residual unbalance that no amount of bench blending can truly fix. That episode crystallized why
How often should you switch centrifugal open compressor impeller to avoid fatigue?
CD Centrifugal Impeller How often should you switch centrifugal open compressor impeller to avoid fatigue? About eight years ago, I got a 2 a.m. call from a plant manager whose 2,500-tonne centrifugal air compressor had just tripped. The vibration spike was so violent it sheared the probes. When we pulled the inlet, the open impeller looked like a metal flower that had bloomed — two blades had separated, and a third was hanging by a sliver. The root cause was textbook high-cycle fatigue. What stung wasn’t the cost of the impeller itself; it was the seven weeks of lost production while the OEM built a replacement and the procurement team scrambled. That night, nobody cared about the price per kilo of 17-4PH stainless steel. They wanted to know: how do we make sure this never happens again — and how often should we be switching this open impeller before fatigue sneaks up
What does back sweep refer to for centrifugal compressor impeller?
CD Centrifugal Impeller What does back sweep refer to for compressor impeller? Pick up a centrifugal compressor impeller and rotate it slowly under the light. The way the blades lean away from the direction of rotation at the outer edge — that gentle backward curve — isn’t a styling choice. That geometry is back sweep, and if you are sourcing custom impellers for air compressors or maintaining a fleet of machines, ignoring this one feature can quietly burn through your budget with surging, overspeed trips, and excess power draw. This article walks through what back sweep actually means and why it lands squarely in the middle of procurement specs and repair work instructions. Back sweep: the angle that controls your compressor’s personality In plain terms, back sweep (often written as backsweep) describes the blade exit angle measured relative to the radial direction. Imagine a straight line from the centre of the
What is the back-to-back impeller arrangement?
CD Centrifugal Impeller What is the back-to-back impeller arrangement? It’s 2 a.m. and a process air compressor just tripped on high thrust bearing temperature. The vibration guy stares at the trend, muttering about an axial shift. When the cartridge finally lands on the shop floor, you see it: two impellers facing opposite directions, their inlets looking away from each other like bookends on the same shaft. That’s a back-to-back impeller arrangement — and if you know how it lives and breathes, you’ll fix the machine faster, buy the right parts the first time, and stop leaving bearing life on the table. For procurement managers sourcing custom centrifugal impellers, and for the maintenance teams that have to live with those parts after the purchase order is closed, understanding this design isn’t a nice-to-have. It’s the difference between a rotor that runs for years and one that eats thrust pads
