

The company specializes in providing impeller products for famous European and American air compressor brand manufacturers and domestic wind turbine manufacturers. Committed to the production of stainless steel and aluminum-titanium alloy raw materials for high-speed impellers, as well as impeller blanks and finished products. The company has a history of nearly 30 years. It is located in the Wusong Economic Development Zone of Yangxing, Baoshan District. It covers an area of 15,000 square meters and has professional production equipment and technical production team. The company focuses on high-end advanced manufacturing and continuous innovation and development. The company relies on vacuum refining, electroslag, heat treatment, multi-axis CNC machining and various aspects of inspection and other excellent manufacturing processes and technologies to ensure product quality in all production links from raw materials to finished products, and is in a leading position in the same industry.








Custom Centrifugal Impeller Machining For Compressor
Custom centrifugal impeller machining is a critical, high-precision manufacturing process essential for advanced compressor applications where off-the-shelf parts won't suffice. Let's break down the why, how, materials, and considerations. Why Custom Machining? Custom impellers are needed when performance requirements fall outside standard designs: Unique Operating Conditions: Specific pressure ratios, flow rates, or gas properties (corrosive, high-purity). Integration & Packaging: Fitting into an existing chassis or mating with proprietary housings. Performance Optimization: Maximizing efficiency or operating range for a specific duty point. Prototype Development: Testing new aerodynamic designs. Material Specialization: Using exotic alloys for extreme temperatures or corrosion resistance. Key Manufacturing Methods for Custom Impellers 1. 5-Axis CNC Milling The most common method for high-precision, low-to-medium volume custom impellers. Process: A solid block of material (billet) is sculpted using a cutting tool that moves in five axes simultaneously. Advantages: Design Freedom: Can produce complex 3D blades, twisted aerofoils, and integrated hubs. Excellent Surface Finish: Critical for aerodynamic efficiency. Material Flexibility: Can
Heat Treatment for Centrifugal Impeller Steel
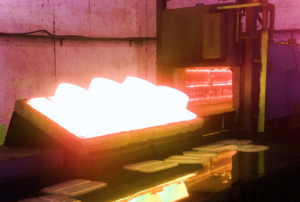
Heat treating the crude steel billet for a centrifugal impeller is a critical and multi-stage process that transforms a rough, cast or forged piece of steel into a component capable of withstanding high rotational speeds, cyclic stresses, and sometimes corrosive environments. The goal is to achieve a combination of high strength, good toughness, excellent fatigue resistance, and often, specific surface properties. Here is a detailed breakdown of the typical heat treatment process for a steel billet destined to become a centrifugal impeller: 1. Material Selection (Prerequisite) The heat treatment path depends entirely on the steel grade. Common choices include: Low-alloy steels: AISI 4140, 4340, 42CrMo4 (Excellent strength-to-weight, good toughness). Martensitic stainless steels: AISI 410, 420, 17-4PH (Good corrosion resistance + high strength). Austenitic stainless steels: AISI 304, 316 (Used more for corrosion resistance; strength comes from cold work or solution strengthening). Specialty alloys: Inconel 718, Titanium alloys (for high-temperature aerospace applications). We'll focus on a
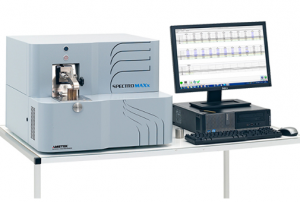
Centrifugal Impeller Spectrometer Testing Services Overview
"Centrifugal impeller spectrometer testing services" refers to a highly specialized field of engineering testing that combines rotodynamic machinery analysis with spectral diagnostics to evaluate the performance, integrity, and fluid dynamics of centrifugal impellers. Here’s a detailed breakdown of what these services typically entail, who provides them, and what you should look for. 1. What is Being Tested & The "Spectrometer" Aspect The term "spectrometer" here is metaphorical. It doesn't usually refer to a chemical mass spectrometer. Instead, it points to the analysis of signals in the frequency domain (spectra) to diagnose impeller behavior. Key signals analyzed include: Vibration Spectra: From accelerometers on bearing housings. Reveals imbalances, misalignments, blade pass frequencies, resonances, and rubbing. Dynamic Pressure Spectra: From high-frequency pressure transducers in the volute/diffuser. Crucial for detecting flow instabilities, cavitation, rotating stall, and blade excitation forces. Noise/Acoustic Spectra: For NVH (Noise, Vibration, Harshness) analysis and detecting aerodynamic phenomena. Stress/Strain Spectra: From telemetry systems or strain gauges on rotating blades to measure dynamic stresses. 2. Core
Five-Axis Machining for Centrifugal Impellers
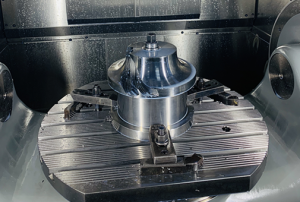
Five-axis machining is the industry-standard method for manufacturing high-performance centrifugal impellers, especially those used in aerospace (jet engines, turbochargers), energy (compressors, pumps), and other high-tech fields. Here’s a comprehensive breakdown of the process, its challenges, and why 5-axis is essential. Why 5-Axis Machining is Mandatory for Impellers Centrifugal impellers have complex geometries defined by: Twisted, sculpted blades (airfoils): These are undercut (features that overhang), making them inaccessible to tools on a standard 3-axis machine. Narrow, deep channels: The passages between blades are often tighter at the hub (shroud) than at the tip. Demanding surface finish & accuracy: Aerodynamic efficiency and structural integrity require precise blade profiles and smooth surfaces to minimize turbulence and fatigue. A 5-axis CNC machine (with three linear axes X, Y, Z and two rotary axes, typically A/B or B/C) allows the cutting tool to approach the workpiece from virtually any direction. This enables: Access to Undercuts: The tool can tilt to reach the undercut surfaces
Preturning for Centrifugal Impeller Forging
"Preturning" (or "pre-turning") is a crucial preprocessing step in the manufacturing of forged centrifugal impellers, especially for high-performance applications like aerospace engines, turbochargers, and critical industrial compressors. Here’s a detailed breakdown of what it is, why it's done, and the process. What is Preturning? Preturning is the machining operation performed on a forged, rough-shaped billet (called a "mult" or "forging stock") before the final closed-die forging process that forms the impeller. In simpler terms: You start with a cylindrical forged billet. Before placing it into the final precision forging die, you machine it on a lathe to create a specific preform shape. This pre-shaped piece is then forged into the final impeller. Why is Preturning Done? (The Key Reasons) Optimal Material Distribution: The goal is to place the right amount of metal in the right places before the final forge. A uniform cylinder doesn't have enough metal where the impeller's hub is thick and
Turbine Compressor Impeller Design and Function
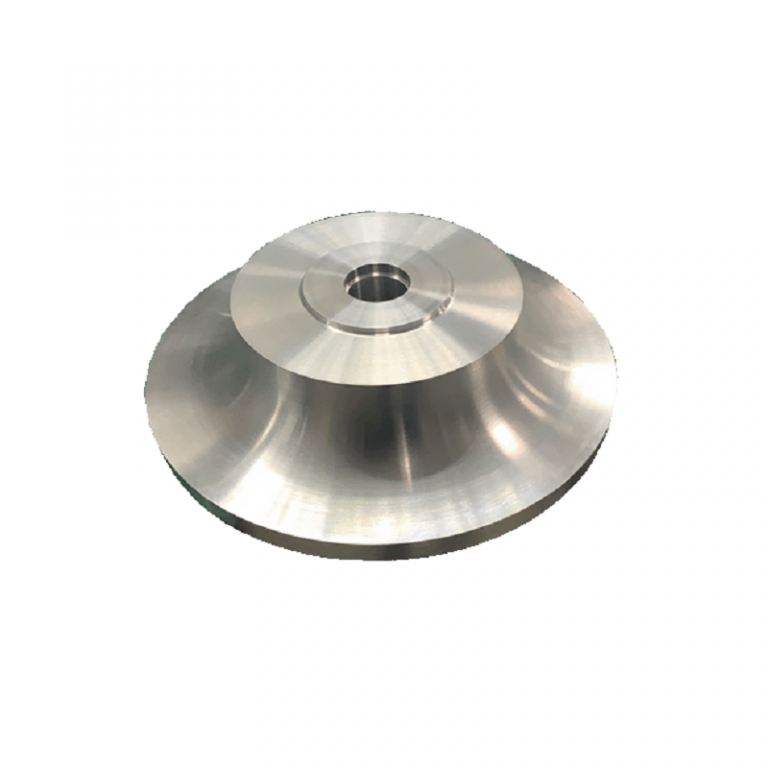
"Turbine Compressor Impeller" is a key component in turbocharging and various industrial applications. Let's break it down clearly. Core Concept A Turbine Compressor Impeller (more accurately called a "Compressor Wheel" or "Compressor Impeller") is the rotating component within the compressor side of a turbocharger or centrifugal compressor. Its job is to draw in, accelerate, and compress air before it's forced into the engine's intake manifold. Think of it as a high-speed fan. The turbine wheel (on the hot exhaust side) and the compressor impeller (on the cold intake side) are connected by a common shaft. Exhaust gas spins the turbine, which directly spins the compressor impeller, compressing the intake air. Key Parts & Design Features Hub: The central body that mounts to the shaft. Blades/Vanes: The aerodynamic airfoils that do the work of moving the air. Their design is critical for efficiency and performance. Inducer: The inner, leading edge of the blades that first draws air in. Exducer: The outer, trailing edge of
Turbo Compressor Wheel Design and Function Explained
The turbocharger compressor wheel is the beating heart of forced induction. Let's break down what it is, how it works, and why it's so critical. What is a Turbo Compressor Wheel? It's the radial turbine (impeller) located on the cold side (intake side) of a turbocharger. Its sole job is to compress ambient air and force it into the engine's intake manifold at a higher density, allowing more oxygen to enter the cylinders for a more powerful combustion event. It is directly connected by a shaft to the turbine wheel (on the hot, exhaust side). Exhaust gases spin the turbine, which spins the compressor wheel. Key Design Features & Terminology Inducer Diameter: The smaller diameter at the eye (inlet) where air first enters. Exducer Diameter: The larger outer diameter where the compressed air exits into the compressor housing volute. Blades/vanes: The aerofoil-shaped fins. Their number, angle (backward swept, forward swept, or radial), and contour are meticulously designed for target efficiency
Centrifugal Compressor Impeller Machining Complexities
Machining centrifugal compressor impellers is one of the most complex and demanding tasks in precision manufacturing. These components are critical for efficiency and reliability in applications like turbochargers, jet engines, and industrial compressors. Here’s a detailed breakdown. Core Challenges in Impeller Machining Complex Geometry: 3D hub surfaces, twisted blades (often with undercuts), thin leading/trailing edges, and tight blade-to-blade channels. High Accuracy & Surface Finish: Aerodynamic performance depends on precise blade profiles and smooth surfaces (often Ra < 0.8 µm) to minimize flow losses. Material Difficulty: Made from high-strength materials like: Titanium Alloys (e.g., Ti-6Al-4V): For high strength-to-weight ratio, but difficult to machine (low thermal conductivity, work hardening). Aluminum Alloys (e.g., 7075): For lightweight applications. Nickel-Based Superalloys (e.g., Inconel 718): For high-temperature applications (jet engines), extremely tough on cutting tools. Stainless Steels (e.g., 17-4PH): For corrosive environments. Rigidity Issues: Thin blades and long overhangs during machining are prone to chatter and vibration. Primary Machining Methods 1. 5-Axis CNC Milling
Centrifugal Chiller Impeller Design and Performance
The impeller is the absolute heart of a centrifugal chiller, the rotating component that does the fundamental work of compressing the refrigerant. Its design and performance are directly linked to the chiller's efficiency, capacity, and stability. Here’s a comprehensive breakdown of the centrifugal chiller impeller: Core Function The impeller's job is to convert the rotational kinetic energy from the electric motor, steam turbine, or gearbox into pressure (head) and velocity in the refrigerant vapor. It accelerates low-pressure, low-density refrigerant gas from the evaporator outward and radially, increasing its pressure and temperature before it enters the diffuser and condenser. Key Design Characteristics & Types Modern centrifugal chillers almost exclusively use backward-curved, backward-inclined, or airfoil-shaped impellers. The old forward-curved designs are obsolete due to poor efficiency and instability. Backward-Curved/Inclined Blades: Geometry: The blades curve or incline opposite the direction of rotation. This is the most common design in modern chillers. Advantages: High Efficiency: Provides the best thermodynamic efficiency and
Electroslag for alloy metal material of centrifugal impeller
The use of Electroslag Remelting (ESR) for alloy metal materials in centrifugal impellers is a critical advanced manufacturing process that directly addresses the demanding performance requirements of these components. Here’s a detailed breakdown of why, how, and what benefits ESR provides for centrifugal impeller alloys. 1. The Challenge: Demands on a Centrifugal Impeller A centrifugal impeller (used in turbochargers, aircraft engines, compressors, and pumps) operates under extreme conditions: High Rotational Speeds: Subject to immense centrifugal forces. High Temperatures: Especially in turbine engines and turbochargers. Cyclic Fatigue: Constant stress cycles leading to potential crack initiation. Corrosive/High-Pressure Environments: Exposed to hot, aggressive gases or fluids. Requirement for High Strength-to-Weight Ratio: Especially in aerospace. To meet these demands, impellers are often made from high-performance alloys: Nickel-based superalloys (e.g., Inconel 718, 713LC) Titanium alloys (e.g., Ti-6Al-4V) High-strength stainless steels (e.g., 17-4 PH, Custom 450) The quality and homogeneity of these alloy ingots are paramount. Any internal defects (like porosity, inclusions, segregation) can become failure initiation points. 2. What is
